Айнек бөтөлкөлөрдү дүңүнөн сатып алган шарап заводдору үчүн айнек бөтөлкөлөрдүн сапаты шарапты сактоонун коопсуздугун, продукциянын сапатынын туруктуулугун жана ал тургай бренддин имиджин түздөн-түз аныктайт. Сапатсыз айнек бөтөлкө ташуу учурунда жарылып кетиши, дубалдын калыңдыгы бирдей эмес болгондуктан шарап агып кетиши же ал тургай зыяндуу заттардын агып кетиши мүмкүн, бул шарап заводдоруна чоң экономикалык жоготууларды алып келиши мүмкүн. SGS жана LFGB сертификаттары бар кесипкөй айнек бөтөлкө өндүрүүчүсү катары биз шарап бөтөлкөлөрүн дүңүнөн өндүрүүдө бай тажрыйба топтодук. Бүгүн биз айнек бөтөлкөлөрдүн сапатына таасир этүүчү негизги факторлорду терең талдап, дүңүнөн сатып алуу учурунда продукциянын сапатын так баалоого жана мүмкүн болгон тобокелдиктерден качууга жардам беребиз.

1. Өндүрүүчүнүн техникалык күчү: жапырт сапаттын туруктуулугунун негизги кепилдиги
Айнек бөтөлкө өндүрүүчүлөрдүн техникалык күчү - бул дүң продукциянын сапатын аныктоочу "катуу күч". Шарап заводдору үчүн алдыңкы өндүрүш технологиясына, жетилген башкаруу моделине жана жакшы тармактык кадыр-баркка ээ өндүрүүчүнү тандоо айнек бөтөлкөлөрдүн сапатын камсыз кылуунун биринчи кадамы болуп саналат. Тактап айтканда, техникалык күч үч аспектте чагылдырылат:
Өркүндөтүлгөн өндүрүш жабдууларыЗаманбап толук автоматтык өндүрүш линиялары (мисалы, импорттолгон Германиянын CNC калыптоочу жабдуулары) айнек бөтөлкөлөрдү өндүрүүнүн ар бир звеносун, айнек бөтөлкөлөрдүн салмагынан баштап (ката) так башкара алат.≤±5 г) дубалдын калыңдыгынын бирдейлигине (толеранттуулукка)≤±0,1 мм). Эскирген жарым автоматтык жабдууларды колдонгон чакан өндүрүүчүлөргө салыштырмалуу, өнүккөн жабдуулар менен өндүрүлгөн продукциянын квалификациялуу көрсөткүчү 99,5% же андан жогору, бул дүңүнөн буйрутмалардын бирдей эмес сапаты көйгөйүнөн качууга мүмкүндүк берет.
Жетилген процесстик системаКесипкөй өндүрүүчүлөр шарап бөтөлкөлөрүн өндүрүү үчүн чийки заттын пропорциясын, эрүү температурасын көзөмөлдөөнү (1580) камтыган толук процесстик стандарттарга ээ.℃туруктуу температура), калыптоо басымын жөнгө салуу ж.б. Заводубузду мисал катары алсак, биз ар кандай типтеги шарап бөтөлкөлөрү (мисалы, кызыл шарап бөтөлкөлөрү, газдалган шарап бөтөлкөлөрү, бренди бөтөлкөлөрү) үчүн максаттуу процесстик параметрлерди түздүк. Мисалы, газдалган шарап бөтөлкөлөрүнүн калыптоо басымы алардын басымга туруктуулугун жогорулатуу үчүн 20% га жогорулатылып, шарапты сактоо учурунда көмүр кычкыл газынын ички басымына туруштук бере аларын камсыздайт.
Катуу сапатты башкаруу системасыӨркүндөтүлгөн өндүрүүчүлөр чийки затты текшерүүдөн баштап, даяр продукцияны жеткирүүгө чейин толук процессти камтыган сапатты көзөмөлдөө системасын түзүштү. Продукциянын ар бир партиясы заводдон чыгардан мурун оор металлдарды жууп салуу, басымга туруктуулук жана соккуга туруктуулук сыяктуу бир нече сыноодон өтүшү керек. Биздин завод ISO9001 сапатты башкаруу системасынын сертификациясынан өткөн жана бардык шарап бөтөлкөлөрүнүн продукциялары SGS жана LFGB сертификаттарын алган, бул продукциянын сапатынын күчтүү далили.
Шарап заводдору дүңүнөн сатып алганда, өндүрүүчүлөрдүн техникалык күчү жеткирүүнүн натыйжалуулугуна түздөн-түз таасир этерин баса белгилеп кетүү керек. 8 толук автоматтык өндүрүш линиясы бар биздин завод 1 миллион стандарттуу шарап бөтөлкөлөрүн өндүрүүнү жана жеткирүүнү 15 күндүн ичинде бүтүрө алат, бул шарап заводдорунун өндүрүш графигинин кечиктирилбешин камсыздайт.

2. Айнек калыптын сапаты: бөтөлкөнүн формасын жана тактыгын аныктоочу "долбоор"
Айнек калыптардын дизайны жана өндүрүш сапаты айнек бөтөлкөлөрдүн сырткы көрүнүшүнө жана өлчөмүнүн тактыгына таасир этүүчү негизги фактор болуп саналат. Жогорку сапаттагы калып өндүрүш каталарын азайта алат, ал эми кемчиликтүү калып шарап заводдорунун муктаждыктарын канааттандырбай эле койбостон, ресурстарды жана чыгымдарды текке кетирет. Шарап заводдорун дүңүнөн сатып алууда калыптын сапатынын таасири негизинен төмөнкү аспектилерде чагылдырылат:
2.1 Калыптын өлчөмдүк тактыгы
Калып – бул айнек бөтөлкөлөрдүн "шаблону". Анын ички түзүлүшүнүн тактыгы бөтөлкөнүн өлчөмүн (мисалы, бийиктиги, диаметри, моюнунун өлчөмү) түздөн-түз аныктайт. Эгерде калыпта өлчөм каталары болсо, анда бир партиядагы айнек бөтөлкөлөрдүн өлчөмдөрү бирдей эмес болуп калат. Шарап заводдору үчүн бул толтуруу сызыгын дал келтирүүдөгү кыйынчылыктар жана сактоо учурунда бирдей эмес тизүү сыяктуу көйгөйлөрдү жаратат. Биздин завод калыптарды жасоо үчүн жогорку температурага туруктуу эритме болотту колдонот жана иштетүүнүн тактыгы ичинде көзөмөлдөнөт±0,05 мм. Көп сандагы буйрутмалар үчүн, биз ар кандай бөтөлкө түрлөрүнүн кайчылаш булганышына жол бербөө жана ар бир бөтөлкөнүн өлчөмдүү консистенциясы шарап заводдорунун талаптарына жооп беришин камсыз кылуу үчүн атайын калыптарды колдонобуз.
2.2 Калыптын бетинин сапаты
Калыптын бетинин жасалгасы айнек бөтөлкөлөрдүн бетинин жылмакайлыгына түздөн-түз таасир этет. Эгерде калыптын бети одоно же бүдүрлүү болсо, өндүрүлгөн айнек бөтөлкөлөрдө чийик жана тегиз эместик сыяктуу беттик кемчиликтер болот, бул продуктунун сырткы көрүнүшүнө жана керектөөчүнүн сатып алуу каалоосуна таасир этет. Мындан тышкары, жылмакай калыптын бети калыптоо процессинде айнек менен калыптын ортосундагы сүрүлүүнү азайтып, ашыкча каршылыктан улам пайда болгон көбүкчөлөр жана жаракалар сыяктуу кемчиликтерден сактайт. Биздин заводдун калыптары майдалоо жана жылтыратуу сыяктуу бир нече процесстерден өтөт, ал эми беттин одонолугу...≤Ra0.8μм, өндүрүлгөн айнек бөтөлкөлөрдүн бети жылмакай жана тунук болушун камсыз кылуу.
2.3 Калыптын кызмат мөөнөтү жана техникалык тейлөө
Көп санда өндүрүү үчүн калыптын иштөө мөөнөтү да продукциянын сапатынын туруктуулугуна таасир этүүчү маанилүү фактор болуп саналат. Жогорку сапаттагы калып жогорку температурадагы эритилген айнектин эрозиясына туруштук бере алат (болжол менен 1100℃) узак убакыт бою сакталат жана 100 000ден ашык бөтөлкө чыгаргандан кийин продукциянын сапаты төмөндөбөйт. Биздин заводдо калыптарды дайыма текшерип жана тейлеп турган, анын ичинде калыптын бетин тазалоо, эскирген бөлүктөрүн оңдоо ж.б., калыптардын ар дайым эң жакшы иштөө абалында болушун камсыз кылуу үчүн кесипкөй калыпты тейлөө тобу бар.

3. Күйгүзүү процесси: ар кандай шарап түрлөрү үчүн терең техникалык талдоо жана ыңгайлаштыруу
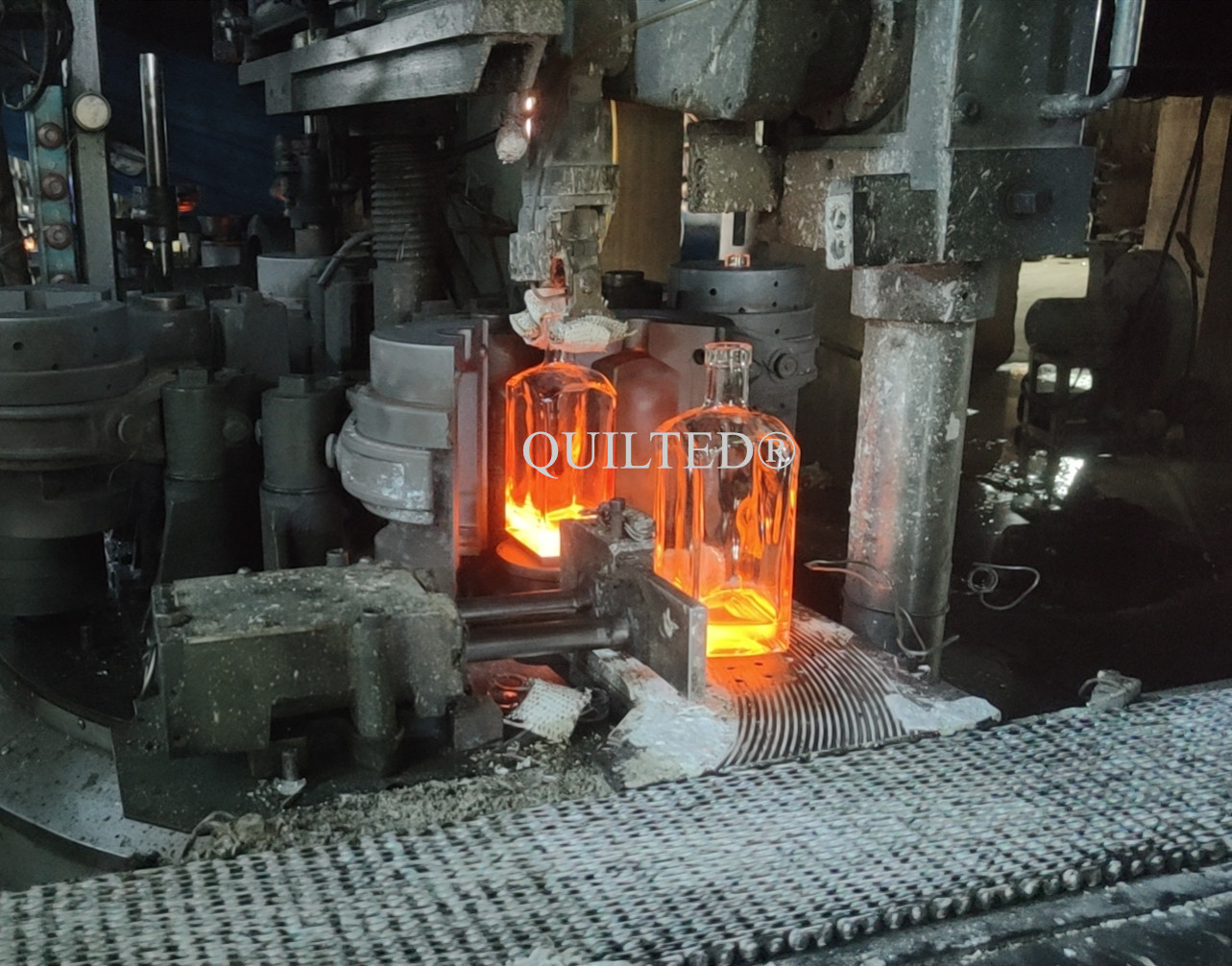
Айнек бөтөлкө пайда болгондон кийин, анын температурасы жана формасы кескин өзгөрөт—1100дөн баштап℃Эритилген айнектен бөлмө температурасындагы катуу бөтөлкөгө айландыруу. Температуранын мындай тез төмөндөшү айнектин ичинде бирдей эмес жылуулук кеңейүүсүнө жана кысылышына алып келет, бул "ички чыңалууга" алып келет. Эгерде ички чыңалуу жок кылынбаса, айнек бөтөлкө сактоо учурунда (мисалы, кампадагы температуранын өзгөрүшү), ташуу учурунда (мисалы, кагылышуу жана титирөө) же колдонуу учурунда (мисалы, жылуу шарап менен толтуруу) жарылып кетиши мүмкүн. Күйгүзүү процесси бул көйгөйдү чечүүнүн негизги кадамы болуп саналат жана анын техникалык деталдары айнек бөтөлкөнүн механикалык бекемдигин жана кызмат мөөнөтүн түздөн-түз аныктайт.
3.1 Күйгүзүүнүн негизги принциптери жана негизги техникалык параметрлери
Күйгүзүүнүн маңызы "пайда болгон айнек бөтөлкөсүн 'күйгүзүү температурасынын диапазонуна' (520-600) чейин кайра ысытууда" турат.℃сода-лайм айнеги үчүн, бул айнектин ички чыңалуусун басаңдатууга мүмкүн болгон температура диапазону) жана андан кийин аны жай муздатууга болот. Негизгиси эки параметрде жатат:күйгүзүү температурасыжанамуздатуу ылдамдыгы.
Күйгүзүү температурасы: Өтө төмөн температура ички чыңалууну толугу менен басаңдата албайт; өтө жогорку температура айнек бөтөлкөнүн деформациясына алып келет. Биздин завод тактыгы бар акылдуу температураны көзөмөлдөө системасын колдонот±3℃бөтөлкөнүн калыңдыгына жараша күйгүзүү температурасын бекитүү үчүн. Стандарттуу 750 мл кызыл шарап бөтөлкөлөрү үчүн (дубалдын калыңдыгы 2,8-3,2 мм) күйгүзүү температурасы 560 градуска коюлган.℃; калың түбү бар виски бөтөлкөлөрү үчүн (түбүнүн калыңдыгы 8-10 мм) температура 580 градуска чейин көтөрүлөт℃калың айнек бөлүгү чыңалууну толугу менен кетире ала тургандыгын камсыз кылуу үчүн.
Муздатуу ылдамдыгыКүйгүзүү температурасынын диапазонундагы муздатуу ылдамдыгы эң маанилүү. Эгерде өтө тез муздатылса, ички чыңалуу кайрадан пайда болот; эгер өтө жай муздатылса, өндүрүштүн натыйжалуулугу төмөндөйт. Биз "сегменттелген муздатуу" стратегиясын колдонобуз: алгач, күйгүзүү температурасынан 400 градуска чейин муздатуу℃5 ставка менен℃/мин (стресстен арылуунун этабы); андан кийин 400дөн муздатуу℃200гө чейин℃10 ставка менен℃/мүнөт; акырында, бөлмө температурасына чейин 15 ылдамдыкта муздатыңыз℃/мүн. Стрессти жок кылуу менен өндүрүштүн натыйжалуулугунун ортосундагы бул тең салмактуулук даяр бөтөлкөнүн ички чыңалуусун камсыздайт≤5 МПа (12 МПа тармактык чегинен алда канча төмөн).
3.2 Күйгүзүүнүн сапатын текшерүү: Таасирди кантип текшерүү керек?
Шарап заводдору дүңүнөн сатып алууда айнек бөтөлкөлөрдүн күйүү сапатын текшерүү өтө маанилүү. Биздин завод ар бир продукциянын партиясы стандартка жооп берерин камсыз кылуу үчүн эки кесипкөй сыноо ыкмасын колдонот:
Поляризацияланган жарыктын стресстик тестиАйнек бөтөлкөнү поляризацияланган жарык сыноочуга салыңыз—Эгерде ачык ачык жана караңгы сызыктар болсо, анда бул калдык ички чыңалуу бар экенин билдирет. Биздин квалификациялуу продукцияларыбызда ачык чыңалуу сызыктары жок жана чыңалуу бирдей бөлүштүрүлөт.

Термикалык шок сыноосуШарап заводдорунун температуранын кескин өзгөрүшүнүн сценарийин симуляциялоо (мисалы, -10дон баштап)℃муздак сактоочу жай 40ка чейин℃ташуу). Бөтөлкө -10 температурада чыланган℃муздаткычта 2 саатка коюп, андан кийин дароо 40 градуска чейин жылытыңыз℃2 саат жылуу сууга куюңуз. Квалификациялуу бөтөлкөлөр (күйгүзгөндөн кийин) жарылбайт же агып кетпейт, бул шарап заводдору үчүн чоң температура айырмачылыктары бар аймактарга (мисалы, Түндүк Европа жана Түндүк Америка) экспорттоонун негизги кепилдиги болуп саналат.
Биздин заводду мисал катары алсак, биз ар кандай шарап түрлөрүн сактоо жана колдонуу мүнөздөмөлөрүнө жараша ылайыкташтырылган күйгүзүү процесстерин иштеп чыктык:
| Шараптын түрү | Айнек бөтөлкөлөрдүн негизги сапат талаптары | Ыңгайлаштырылган күйгүзүү схемасы | Сапат кепилдигинин таасири |
| Кызыл шарап (узак мөөнөттүү бышыруу, 2-5 жыл) | Жогорку басымга туруктуулук (аз ачытуу газына туруштук берүү үчүн), күчтүү жылуулук туруктуулугу (кампадагы температуранын өзгөрүшүнө ыңгайлашуу үчүн) | Күйгүзүү температурасы 560℃, кармоо убактысы 5 саат, муздатуу ылдамдыгы жай (стрессти басаңдатуу этабында 5℃/мин) | Ички чыңалуу ≤4MPa, жылуулук соккусуна туруктуулук ±50℃, 5 жыл сактоодо жарака кетпейт |
| Ак шарап/розе шарабы (кыска мөөнөттүү жаңы сактоо, ≤1 жыл) | Жеңил (транспорттук чыгымдарды азайтуу үчүн), жакшы тунуктук (шараптын түсүн көрсөтүү үчүн), орточо соккуга туруктуулук | Күйгүзүү температурасы 550℃, кармоо убактысы 4 саат, муздатуу ылдамдыгы бир аз жогору (стрессти басаңдатуу этабында 8℃/мин) | Ички чыңалуу ≤6MPa, кызыл шарап бөтөлкөлөрүнө салыштырмалуу салмагы 10% га азайган, соккуга туруктуулугу 1,2 м кулап түшүү сыноосуна жооп берет |
| Газдалган шарап/Шампан (Жогорку ички басым, 0,8-1,2 МПа) | Өтө жогорку басымга туруктуулук, бирдей дубал калыңдыгы, калдык стресс жок (басымдан улам жарылуудан сактануу үчүн) | Күйгүзүү температурасы 570℃, кармоо убактысы 6 саат, өтө жай муздатуу ылдамдыгы (стрессти басаңдатуу этабында 3℃/мин), бөтөлкөнүн ийни үчүн кошумча экинчилик күйгүзүү (стресс концентрациясы аймагы) | 1,5 МПага чейинки ички басымга туруштук бере алат (1,2 МПа стандартынан жогору), көп санда сактоочу жайда жарылуу ылдамдыгы ≤0,01% |
| Жогорку алкоголдук ичимдик (бренди/виски, калың бөтөлкөнүн түбү) | Калың түбү (туруктуулукту жогорулатуу үчүн), тырмалууга туруктуулугу күчтүү, даамдын миграциясы жок | Күйгүзүү температурасы 580℃, кармоо убактысы 7 саат, бөтөлкөнүн түбүндө максаттуу жылуулукту сактоо (кармоо убактысын 2 саатка узартуу) | Бөтөлкөнүн түбүндөгү чыңалуу толугу менен жокко чыгарылды, узак мөөнөттүү үйүлгөндөн кийин деформация болбойт (8 катмар), жогорку спирттүү чөйрөдө оор металлдарды жууп кетирбейт |
ЭскертүүШарап заводдору дүңүнөн сатып алууда айнек бөтөлкөлөрдүн жарака кетишинин жогорку көрсөткүчүнүн негизги себептеринин бири - начар күйдүрүү. Шарап заводдору дүңүнөн сатып алганда, алар өндүрүүчүлөрдөн күйдүрүү процессинин параметрлерин жана күйдүрүүнүн сапатын текшерүү үчүн термикалык шок сыноо отчетторун берүүнү сурана алышат. Атайын шарап түрлөрү үчүн (мисалы, төмөн температурада сакталган муз шарабы), биз күйдүрүү процессин жекелештирилген сапат талаптарына жооп берүү үчүн ыңгайлаштыра алабыз.
4. Оператордун көндүмдөрү: Өндүрүш сапатын кепилдеген "адамдык фактор"
Заманбап айнек бөтөлкөлөрдү өндүрүү жогорку деңгээлде автоматташтырылганы менен, операторлордун көндүмдөрү жана жоопкерчилик сезими продукциянын сапатында дагы эле маанилүү ролду ойнойт. Айрыкча чийки заттын пропорциясын аныктоо, калыпты орнотуу жана сапатты текшерүү тармактарында жумушчулардын иштөө деңгээли акыркы продукциянын сапатына түздөн-түз таасир этет.
Кесипкөй айнек бөтөлкө өндүрүүчүсү операторлор үчүн системалуу окутууларды өткөрөт, анын ичинде жабдууларды иштетүү, процесстин параметрлерин көзөмөлдөө, сапат кемчиликтерин аныктоо ж.б. Биздин заводдун операторлору орто эсеп менен 3 жылдан ашык тиешелүү иш тажрыйбасына ээ жана кызматка киришерден мурун катуу көндүмдөрдү баалоодон өтүшү керек. Өндүрүш процессинде операторлор жарым фабрикаттарды жана даяр продукцияларды үзгүлтүксүз текшерип турушат жана кандайдыр бир кемчиликтер табылса, процесстин параметрлерин дароо тууралашат. Мисалы, чийки затты пропорциялоо звеносунда жумушчулар айнектин курамы стандартка жооп берерин камсыз кылуу үчүн ар бир чийки затты формула боюнча так таразалап, туура эмес пропорциялоодон улам пайда болгон айнек бөтөлкөлөрдүн бекемдигинин төмөндүгүнөн улам келип чыккан көйгөйдөн качышат.
5. Дүңүнөн сатып алуу учурунда ар кандай шарап түрлөрү үчүн айнек бөтөлкөлөрдүн сапатын кантип баалоого болот?
Сапатка таасир этүүчү жогорудагы факторлордун жана ар кандай шарап түрлөрүнүн жекече талаптарынын негизинде, шарап заводдору дүңүнөн сатып алуу учурунда айнек бөтөлкөлөрдүн сапатын төмөнкү максаттуу аспектилер боюнча баалашат:
Өндүрүүчүнүн квалификациясын жана жекелештирилген мүмкүнчүлүктөрүн текшериңизSGS, LFGB жана ISO9001 сыяктуу тиешелүү сертификаттарды сураңыз; өндүрүүчү сиздин шарап түрүңүз үчүн жекече күйгүзүү процесстерин жана калыптардын дизайнын камсыздай алабы же жокпу (мисалы, газдалган шарап үчүн жогорку басымга туруктуу бөтөлкөлөрдү чыгаруу тажрыйбасы барбы же жокпу) түшүнүүгө көңүл буруңуз.
Максаттуу үлгү текшерүүсү:
Кызыл шарап үчүн (узак мөөнөттүү бышыруу): дубалдын калыңдыгын бирдей текшериңиз (өлчөө үчүн суппортту колдонуңуз, ката≤±0,1 мм) жана термикалык шок сыноосун жүргүзүү (кампадагы температуранын өзгөрүшүн симуляциялоо);
Газдалган шарап үчүн: Басымга туруктуулук сыноосунун отчетун сураңыз (туруштук бериши керек≥1.2 МПа) жана бөтөлкөнүн ийнинин калыңдыгын текшериңиз (≥3,5 мм);
Ак шарап үчүн: тунуктугун байкап көрүңүз (көбүкчөлөр же кошулмалар жок) жана соккуга туруктуулугун текшериңиз (жарылуусуз 1,2 м тамчылоо сыноосу).
Өндүрүш процессинин чоо-жайын түшүнүүШарап түрүңүзгө, калыптын материалына жана иштетүү тактыгына туура келген күйгүзүү процессинин параметрлери (температурасы, кармоо убактысы), ошондой эле чийки заттын пропорциясы (даамдын өзгөрүшүн болтурбоо үчүн) жөнүндө өндүрүүчүдөн сураңыз.
Топтомго тиешелүү сыноо отчетторун сураңызШарап түрүңүздүн коопсуздук жана сапат талаптарына жооп берерин камсыз кылуу үчүн, партиянын сыноо отчетторун, анын ичинде оор металлдарды чайкоо (алкоголу көп ичимдик үчүн маанилүү), ички басымга туруктуулук (газдалган шарап үчүн маанилүү), соккуга туруктуулук жана күйгүзүү стресс-тестинин отчетторун сураңыз.

6. Эмне үчүн дүңүнөн сатып алуу үчүн биздин айнек бөтөлкөлөрдү тандашыбыз керек?
Биздин завод айнек бөтөлкөлөрдүн сапатына таасир этүүчү жогорудагы бардык факторлордо айкын артыкчылыктарга ээ:
Өркүндөтүлгөн техникалык күч: Импорттолгон толук автоматтык өндүрүш линиялары жана толук сапатты башкаруу системасы менен жабдылган, бул жапырт продукциянын сапатынын туруктуулугун камсыз кылат.
Жогорку тактыктагы калып өндүрүшү: Кесипкөй калыпты долбоорлоо жана өндүрүү тобу, айнек бөтөлкөлөрдүн өлчөмдүү тактыгын жана бетинин сапатын камсыз кылат.
Катуу күйгүзүү процесси: Ички чыңалууну толугу менен жок кылып, жарака кетүү коркунучун азайтып, так температураны көзөмөлдөөчү акылдуу күйгүзүү меши.
Квалификациялуу операторлор командасы: Системалуу окутуу жана катуу баалоо, өндүрүштүн ар бир звеносу стандартташтырылгандыгын камсыз кылуу.
Ыйгарым укуктуу сертификаттоо кепилдиги: Бардык продукциялар SGS жана LFGB сертификаттарынан өтүп, дүйнөлүк рыноктордун коопсуздук стандарттарына жооп берет.
Эгер сиз ишенимдүү дүңүнөн сатылуучу айнек бөтөлкө жеткирүүчүсүн издеп жаткан шарап заводу болсоңуз, биз менен байланышыңыз. Биз сизге акысыз үлгүлөрдү сыноо, өндүрүш процессинин деталдуу кириш сөзү жана партиялык сыноо отчетторун беребиз, ошондой эле шараптын түрүнө жана сатып алуу көлөмүнө жараша эң ылайыктуу айнек бөтөлкө чечимдерин ыңгайлаштырабыз.
Жарыяланган убактысы: 2025-жылдын 16-ноябры